Working with PVC compounds for over 15 years, I've seen how the right production process makes all the difference. Poor processing leads to inconsistent products and costly failures.
The PVC compound production process1 transforms raw PVC resin and additives into uniform granules2 through precise mixing, kneading, plasticizing, and pelletizing stages. This controlled manufacturing creates consistent, high-quality pellets essential for reliable downstream plastic processing applications.

I remember when we first started manufacturing PVC compounds. We thought it was simple - just mix everything together and push it through an extruder. We were wrong. The production process requires careful attention to every detail.
Why Does Pre-Processing Preparation Matter So Much?
Many manufacturers skip proper preparation steps. This mistake costs them quality and money. I've learned that preparation sets the foundation for everything that follows.
Pre-processing preparation involves screening resins3, filtering plasticizers, drying powder additives4, and melting solid additives. These steps remove impurities and ensure uniform material properties5 before the main production begins.
The preparation stage involves several critical steps. First, we screen the pvc resin to remove mechanical impurities that enter during production, packaging, and transport. For powdered PVC, we use 40-mesh screens. For granular Polyvinyl chloride, we use fine wire mesh slightly larger than the resin particle size.
Plasticizer filtering comes next. We typically use low-viscosity DOP (dioctyl phthalate) as our plasticizer. The amount we add must account for what gets consumed during the refining process. For rigid PVC products that don't use plasticizers, we prepare high-concentration PVC color powder first, then add it to the kneading machine.
Drying powder additives prevents moisture-related problems. Wet additives create steam during processing, leading to bubbles and weak spots in the final product. We dry all powder materials including stabilizers, fillers, and colorants before use.
The paste formula preparation uses weight ratios that depend mainly on the apparent density of powder materials. Higher apparent density materials require more plasticizer to achieve proper flow properties.
How Does Precise Weighing and Formulation Control Quality?
Getting the formula right means measuring every ingredient accurately. Small errors in weighing create big problems in the final product. I've seen entire batches fail because someone miscalculated additive amounts6.
Precise weighing involves calculating material quantities based on equipment capacity and feeding coefficients. Each ingredient must be measured accurately according to the target formulation to ensure consistent product properties.
We calculate material quantities based on our equipment capacity and feeding coefficients. Each kneading machine or mixer has specific volume limits. Overloading leads to poor mixing. Underloading wastes energy and time.
Our weighing process follows strict protocols. We weigh the PVC resin first, then stabilizers, then plasticizers, followed by fillers and other additives. This sequence prevents cross-contamination and ensures accurate measurements.
| Component | Typical Range (%) | Weighing Accuracy Required |
|---|---|---|
| PVC Resin | 40-70 | ±0.1% |
| Plasticizers | 20-40 | ±0.2% |
| Stabilizers | 2-5 | ±0.05% |
| Fillers | 10-30 | ±0.3% |
| Colorants | 0.1-3 | ±0.01% |
Temperature control during weighing matters too. Some additives become sticky when warm or brittle when cold. We maintain our weighing area at 20-25°C for consistent handling properties.
What Happens During the Critical Kneading Stage?
Kneading creates the homogeneous mixture7 that becomes our final product. Poor kneading leads to streaks, weak spots, and inconsistent properties. I've learned that kneading parameters must be precisely controlled.
Kneading involves high-speed mixing under controlled temperature conditions to achieve uniform dispersion of all ingredients. The process includes both heating and cooling phases to optimize material properties5.

We use high-speed kneading machines for both heating and cooling phases. The heating kneading conditions vary by product type. For soft PVC, we knead for 10-15 minutes reaching discharge temperatures of 95-100°C. For rigid PVC, we knead for 5-10 minutes reaching 100-110°C discharge temperatures.
The ingredient addition sequence affects kneading quality significantly. We add PVC resin first, then dry additives, followed by liquid additives. This sequence prevents ingredient segregation and ensures uniform mixing.
Cooling kneading follows immediately after heating. High-speed kneading machines discharge material above 100°C. Direct storage at this temperature causes color changes, agglomeration, and material decomposition. We cool and stir the material until it reaches below 50°C.
| Material Type | Heating Time | Heating Temp | Cooling Time | Cooling Temp |
|---|---|---|---|---|
| Soft PVC | 10-15 min | 95-100°C | 5-10 min | <50°C |
| Rigid PVC | 5-10 min | 100-110°C | 5-10 min | <50°C |
The kneading process creates friction heat that helps plasticize the material. We monitor torque levels to ensure proper mixing without overheating. Too much heat degrades the PVC. Too little heat leaves unmixed regions.
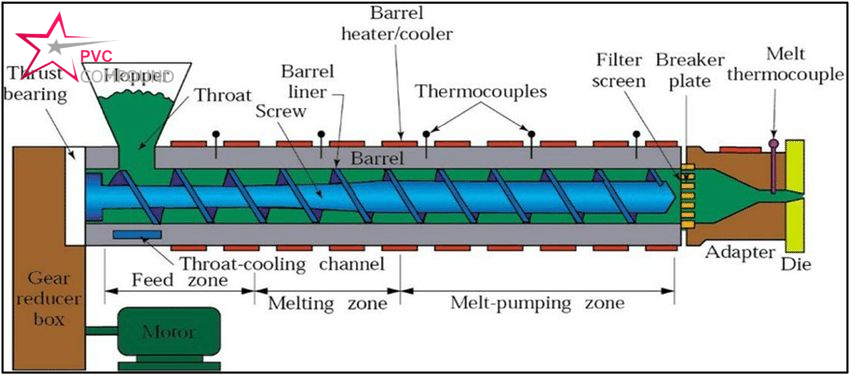
How Does Extrusion and Pelletizing Create Uniform Granules?
Extrusion transforms our kneaded compound into uniform pellets. The pelletizing process determines the final product quality. Every parameter must be optimized for consistent results.
Extrusion pelletizing uses single or twin-screw extruders to melt, mix, and form the compound into uniform pellets. Critical controls include extrusion temperature, screw speed, cutting blade speed, and pellet cooling systems.

We use both single-screw and twin-screw extruders for pelletizing. Twin-screw extruders provide better mixing and temperature control8. Single-screw extruders work well for simpler formulations.
Temperature control zones are critical. We typically use 4-6 heating zones along the extruder barrel. Temperatures start lower at the feed zone and increase toward the die. Typical temperature profiles range from 160°C at the feed to 190°C at the die for PVC compounds.
Screw speed affects residence time and shear heating. Higher speeds increase output but can cause overheating. Lower speeds may not provide adequate mixing. We optimize screw speed for each formulation.
The cutting system9 creates uniform pellet size. We adjust blade speed to achieve 3-4mm pellet length. Consistent pellet size ensures uniform feeding in downstream processing equipment.
| Parameter | Typical Range | Effect on Quality |
|---|---|---|
| Barrel Temperature | 160-190°C | Plasticization, degradation |
| Screw Speed | 50-150 RPM | Mixing, residence time |
| Cutting Speed | 100-300 RPM | Pellet size uniformity |
| Die Pressure | 20-50 bar | Pellet density |
Melt pressure monitoring helps detect problems early. High pressure indicates material degradation or die blockage. Low pressure suggests poor mixing or feeding issues.
Why Is Proper Cooling and Packaging Essential?
PVC pellets easily absorb moisture and lose quality during storage. Proper cooling and packaging protect our product until it reaches the customer. I've seen good compounds ruined by poor packaging.
Proper cooling and moisture-proof packaging10 prevent pellet agglomeration and moisture absorption. Air cooling systems and sealed packaging maintain product quality during storage and transport.

Air cooling is our preferred method for pellet cooling. Water cooling can introduce moisture that causes problems later. We use forced air circulation to cool pellets below 40°C before packaging.
Moisture-proof packaging protects against humidity absorption. PVC compounds readily absorb moisture from air, leading to processing problems and poor product quality. We use multi-layer plastic bags with moisture barriers.
The cooling process must be complete before packaging. Warm pellets create condensation inside packages, leading to moisture problems. We test pellet temperature before sealing packages.
Storage conditions affect long-term quality. We recommend storing packaged pellets in dry, cool areas away from direct sunlight. Proper storage maintains pellet quality for 12 months or longer.
Quality testing continues through packaging. We test samples from each batch for moisture content, melt flow rate, and physical properties. This ensures consistent quality reaches our customers.
Conclusion
The PVC compound production process1 requires precise control at every stage to create high-quality, consistent pellets for reliable downstream manufacturing applications.
Understanding the production process is crucial for ensuring high-quality PVC compounds. ↩
Learn about the importance of uniform granules for consistent product quality. ↩
Screening resins is vital for removing impurities and ensuring quality. ↩
Learn how drying additives prevents moisture-related issues in the final product. ↩
Material properties directly influence the quality and performance of PVC products. ↩
Understanding additive amounts is crucial for preventing batch failures. ↩
A homogeneous mixture is vital for achieving consistent product properties. ↩
Temperature control affects the quality and properties of the final product. ↩
The cutting system ensures uniform pellet size, crucial for processing. ↩
Moisture-proof packaging is essential for maintaining product quality during storage. ↩
