
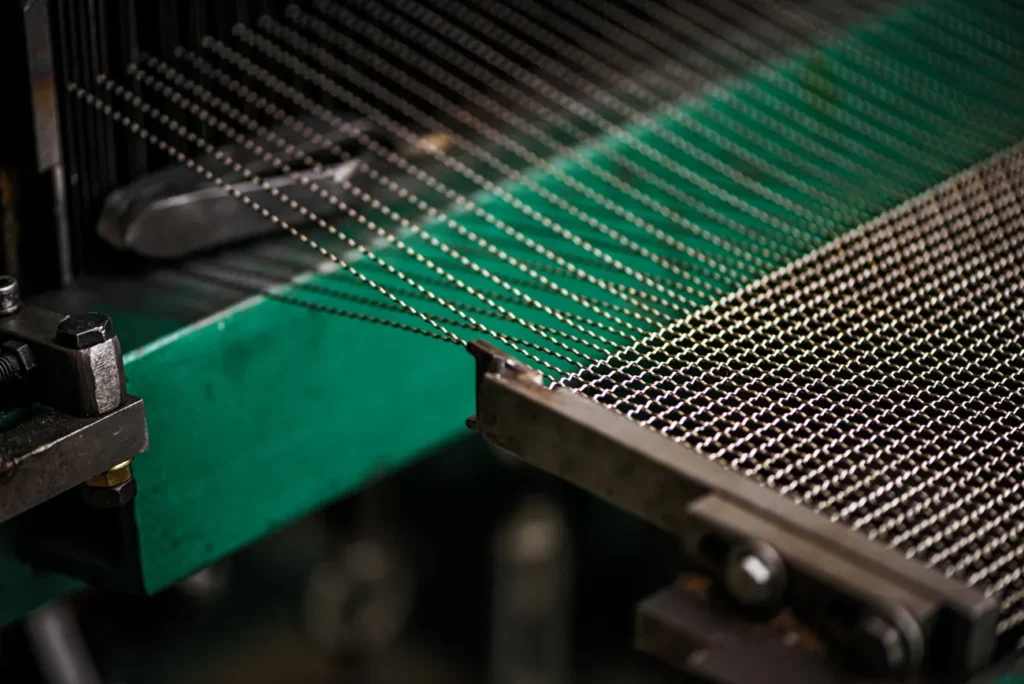
PVC wire mesh1 fencing surrounds us everywhere - in home gardens, school playgrounds, park landscaping, and construction sites. But do you really know the production process2 and common issues behind this everyday product?
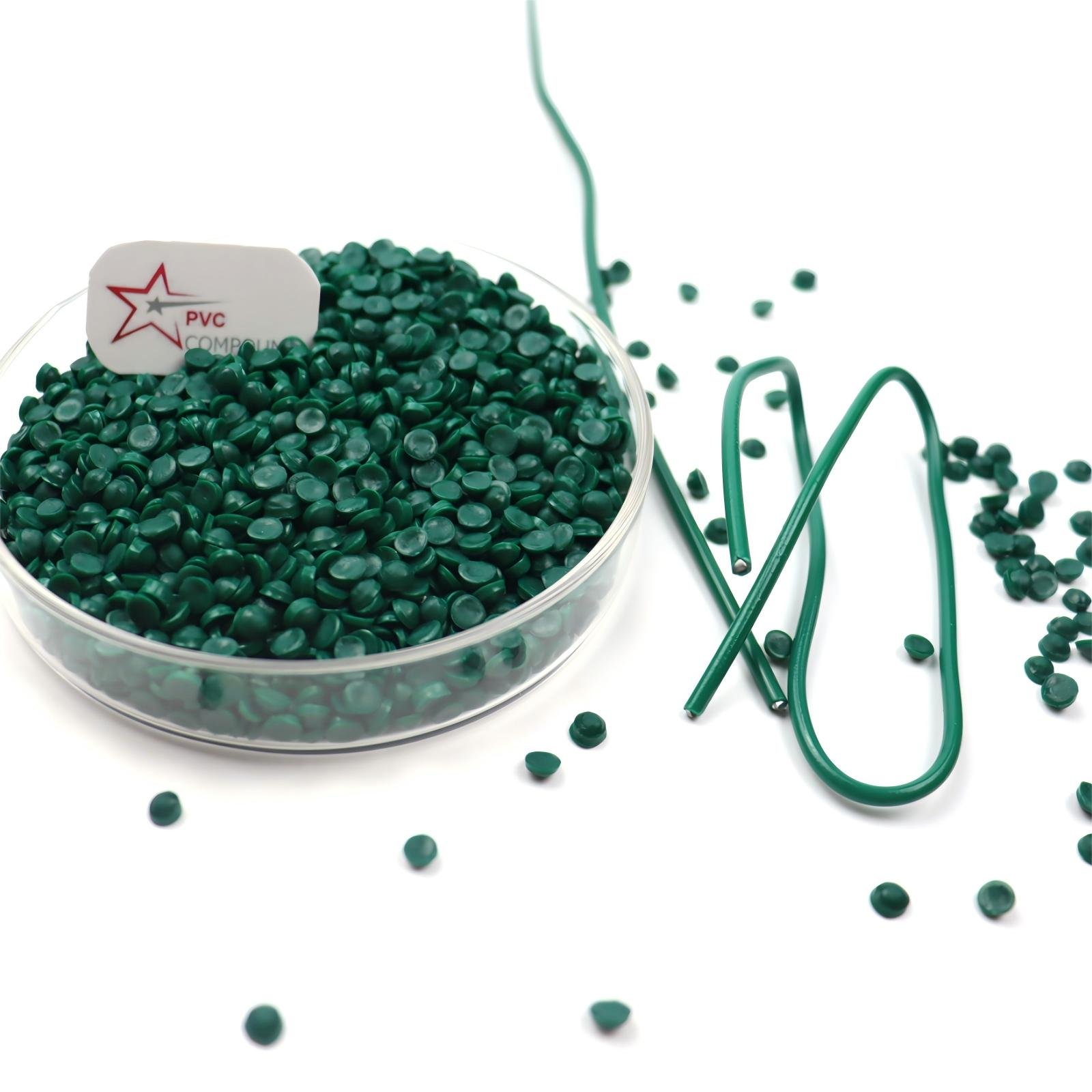
PVC wire mesh1 production involves coating steel wire with PVC compound through extrusion, then weaving the coated wire into mesh. Common problems include surface defects3, poor adhesion, dimensional issues, color problems4, and mechanical failures - all solvable with proper material preparation and process control.
After 15 years in PVC compound manufacturing, I've seen countless wire mesh producers struggle with the same recurring issues. Let me share the solutions that actually work.
Why Do Surface Defects Keep Ruining Your PVC Chainlink Mesh Quality?
Surface problems are the most visible defects in PVC wire mesh1 production. They directly impact product appearance and customer satisfaction.
Surface defects in PVC wire mesh1 include bubbles, pinholes, orange peel texture, whitening at bends, and low gloss. These issues stem from moisture contamination5, poor plasticization6, inadequate temperature control7, and improper material formulation.
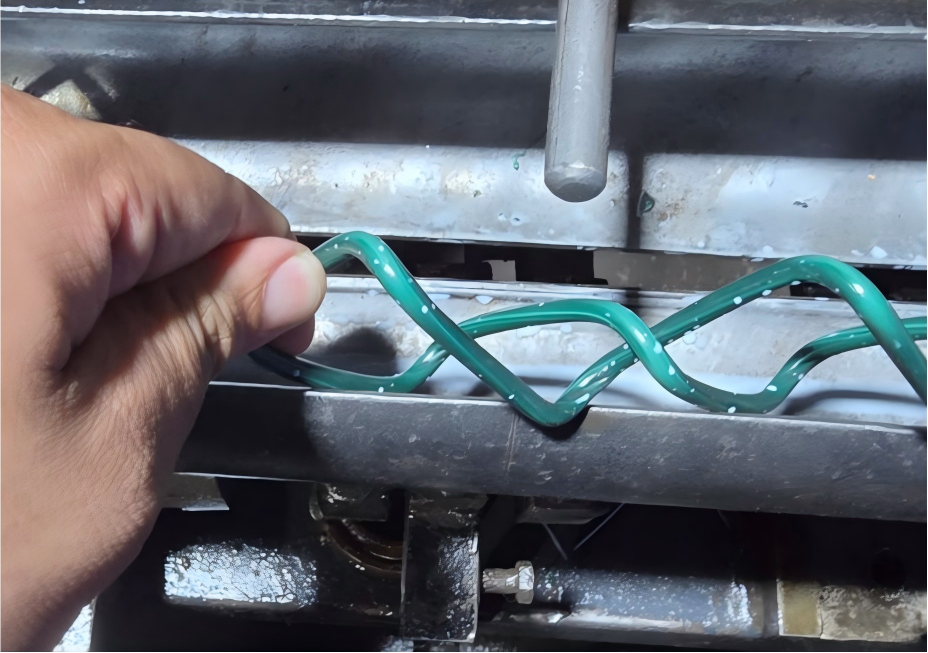
The steel wire core gets coated through an extrusion process we call "coating extrusion8." The PVC compound melts and flows around the wire, forming a protective plastic layer. When this process goes wrong, you get surface defects3 that make your product look unprofessional.
Bubbles and pinholes happen when moisture gets trapped in the coating. Water in the PVC granules or on the steel wire turns to steam during heating. This steam creates bubbles that either stay trapped or burst through the surface, leaving holes.
The solution starts with proper drying. I always recommend drying PVC compounds at 80°C for 2 hours before processing. Steel wire needs preheating to 60-80°C to remove surface moisture. If your extrusion temperature runs too high, lower your die head temperature by 10-15°C. Adding more filter screen layers helps remove contaminants that cause surface defects3.
Orange peel texture makes your coating look rough and unprofessional. This happens when the PVC doesn't melt properly or when your die surface is too rough. Poor lubrication in your compound formulation9 also contributes to this problem.
Fix this by increasing your barrel temperature by 5-10°C to improve plasticization6. Check your PVC compound's lubricant system - you might need more internal lubricants like calcium stearate. Polish your extrusion die10 to eliminate surface roughness that transfers to your product.
Whitening at bend points occurs when the PVC coating hasn't fully plasticized or when you use too much calcium carbonate filler. The stress from bending exposes the unmelted particles, creating white streaks.
Increase your processing temperature or reduce the specific gravity of your PVC granules by using less filler. A well-plasticized compound flows better and maintains its appearance even under stress.
| Surface Defect | Main Cause | Primary Solution |
|---|---|---|
| Bubbles/Pinholes | Moisture contamination | Dry materials at 80°C for 2h |
| Orange Peel | Poor plasticization6 | Increase barrel temperature 5-10°C |
| Whitening | Incomplete melting | Reduce filler content11 or raise temperature |
| Low Gloss | Poor compound formulation9 | Optimize processing temperature |
How Can You Prevent Adhesion Failures That Cause Coating Delamination?
Poor adhesion between PVC galvanized steel wire creates the most frustrating production problem. Your coating peels off easily, making the entire product worthless.
Adhesion failures in PVC wire mesh1 occur when the coating separates from the steel wire core. This happens due to surface contamination, lack of adhesion promoters12, rapid cooling, or improper surface preparation13 of the steel wire.

Steel wire surfaces often carry oil residues, rust, or oxidation layers that prevent proper bonding. The PVC compound needs a clean, properly prepared surface to create strong adhesion. Without this preparation, your coating becomes just a loose sleeve around the wire.
Surface preparation is critical for strong adhesion. Steel wire must go through acid washing or phosphate treatment to remove contaminants and create a bondable surface. Oil residues from wire drawing operations are particularly problematic - they create a barrier that prevents molecular bonding between the PVC and steel.
I recommend a complete surface treatment process: degreasing, acid pickling, phosphate coating, then thorough drying. This creates microscopic surface roughness and chemical bonding sites that dramatically improve adhesion.
Adhesion promoters act as molecular bridges between the steel and PVC. These specialized chemicals bond to both materials, creating a strong interface layer. Without adhesion promoters12, you're relying only on mechanical bonding, which fails under stress.
Apply adhesion promoters12 as a thin primer coat before extrusion. Silane-based promoters work particularly well with PVC compounds. The steel wire should be heated to 60-80°C when applying the promoter to ensure proper bonding.
Cooling control prevents thermal shock that breaks the adhesion bond. Rapid cooling causes differential contraction between steel and PVC, creating internal stresses that lead to delamination.
Use staged cooling instead of direct cold water quenching. Start with warm water (40-50°C) for initial cooling, then gradually reduce to room temperature. This controlled cooling allows both materials to contract at similar rates, maintaining the adhesion bond.
What Causes Dimensional Problems and How Do You Achieve Consistent Coating Thickness?
Inconsistent coating thickness creates weak points in your wire mesh and leads to premature failure in outdoor applications.
Dimensional problems in PVC wire mesh1 include uneven coating thickness, eccentric coating, and diameter variations. These issues result from die misalignment, wire tension fluctuations, unstable pulling speeds, and temperature variations during extrusion.

The extrusion die10 must maintain perfect concentricity with the steel wire for uniform coating thickness. Even small misalignments create thick and thin sections that compromise product quality and performance.
Die alignment requires precise mechanical setup and regular maintenance. The steel wire must pass exactly through the center of the die opening. Any deviation causes eccentric coating with thick and thin sections.
Check die concentricity weekly using precision measuring tools. Adjust the die position until the wire runs perfectly centered. Wire guides before and after the die help maintain proper alignment during production.
Wire tension control directly affects coating uniformity. Fluctuating tension causes the wire to vibrate or move within the die, creating thickness variations. Too much tension can actually pull the wire off-center.
Install tension monitoring systems that maintain consistent wire feed rates. Automatic tension controllers respond faster than manual adjustments and provide more stable processing conditions.
Temperature stability throughout the extrusion process ensures consistent PVC flow and coating thickness. Temperature variations change the viscosity of your PVC compound, affecting how evenly it flows around the wire.
Use zone-controlled heating with independent temperature control7lers for each barrel section. Monitor temperatures continuously and set tight control limits (±3°C). Proper temperature profiling creates smooth, consistent coating flow.
Why Do Color Problems Develop and How Can You Maintain Consistent Appearance?
Color consistency and stability directly impact your product's market acceptance and brand reputation.
Color problems in PVC wire mesh1 include yellowing, black specks, color streaking, and UV degradation. These issues stem from thermal degradation14, contamination, inadequate stabilization, and poor UV protection15 in the compound formulation9.
PVC compounds are sensitive to heat, light, and contamination. Processing temperatures above 200°C cause thermal degradation14 that appears as yellowing or black specks. Contaminated raw materials or equipment create color streaking and foreign particles in your coating.
Temperature control prevents thermal degradation14 that causes color problems4. PVC begins decomposing around 180°C, releasing hydrochloric acid that catalyzes further degradation. This creates a cascade effect that rapidly destroys color stability.
Keep processing temperatures below 190°C at the die head and monitor for any temperature spikes. Install over-temperature alarms that shut down equipment if temperatures exceed safe limits. Regular temperature calibration ensures your control systems provide accurate readings.
Equipment cleanliness eliminates contamination sources that cause color defects. Carbon buildup on screws and dies creates black specks that contaminate your coating. Residual materials from previous production runs cause color streaking.
Establish regular cleaning schedules16 based on production hours and material changes. Use proper purging compounds when switching colors or formulations. Clean dies and screws thoroughly between production runs to prevent cross-contamination.
Stabilizer systems in your PVC compound protect against both thermal and UV degradation. Heat stabilizers prevent decomposition during processing, while UV stabilizers protect the finished product from sunlight damage.
Work with your PVC compound supplier to optimize stabilizer packages for your specific application. Outdoor wire mesh needs higher levels of UV protection15 than indoor applications. Calcium-zinc stabilizers provide excellent heat stability without heavy metal concerns.
How Do You Solve Mechanical Property Issues That Cause Coating Failures?
Poor mechanical properties make your PVC coating brittle, leading to cracking and premature failure in service.
Mechanical property problems in PVC wire mesh1 include brittle coatings, low-temperature cracking, poor impact resistance17, and stress cracking. These issues result from inadequate plasticization6, excessive filler content11, poor compound formulation9, and improper processing conditions.

PVC compounds need proper balance between rigidity and flexibility for wire mesh applications. Too rigid and the coating cracks during installation or thermal cycling. Too flexible and the coating doesn't provide adequate protection or maintain its shape.
Plasticizer content controls the flexibility and impact resistance17 of your PVC coating. Insufficient plasticizer makes the coating brittle and prone to cracking. Too much plasticizer makes it soft and prone to deformation.
Optimize plasticizer levels based on your end-use requirements. Outdoor applications need higher plasticizer content to handle temperature variations. Use cold-resistant plasticizers like DOA or DOS for applications in cold climates.
Filler balance affects both cost and properties. Calcium carbonate filler reduces cost but also reduces impact strength and flexibility. Excessive filler content11 creates weak points that lead to coating failure.
Limit calcium carbonate content to maintain adequate mechanical properties. Use treated fillers that bond better with the PVC matrix. Consider using impact modifiers to compensate for filler-induced brittleness.
Processing optimization ensures complete plasticization6 and proper molecular structure. Under-processed compounds retain weak points that fail under stress. Over-processing degrades the polymer and reduces properties.
Develop temperature profiles that provide complete melting and mixing without thermal degradation14. Monitor melt temperature and residence time to ensure optimal processing. Use compound suppliers who pre-optimize their formulations for extrusion coating applications.
| Property Issue | Root Cause | Solution Strategy |
|---|---|---|
| Brittleness | Low plasticizer content | Increase plasticizer by 2-5 phr |
| Cold cracking | Wrong plasticizer type | Switch to cold-resistant plasticizers |
| Poor impact | Excessive filler | Reduce CaCO3 content, add impact modifier |
| Stress cracking | Poor processing | Optimize temperature profile |
Conclusion
Successful PVC wire mesh1 production requires controlling material preparation, processing conditions, and equipment maintenance to prevent surface defects3, adhesion failures18, dimensional problems19, color issues, and mechanical property defects.
Explore the advantages of PVC wire mesh for durability and versatility in various applications. ↩
Learn about the intricate steps involved in producing high-quality PVC wire mesh. ↩
Discover effective strategies to minimize surface defects and enhance product quality. ↩
Learn how to maintain color consistency and prevent degradation in PVC wire mesh. ↩
Understand the impact of moisture on production and how to control it effectively. ↩
Understand the role of plasticization in achieving optimal flexibility and durability. ↩
Learn how temperature management can prevent defects and improve product quality. ↩
Gain insights into the coating extrusion process that ensures quality and performance. ↩
Understand the significance of optimizing compound formulations for better results. ↩
Learn about the critical role of the extrusion die in achieving uniform coating. ↩
Explore the balance between cost and performance when using fillers in PVC wire mesh. ↩
Discover the importance of adhesion promoters in enhancing bonding strength. ↩
Learn about effective surface preparation techniques to improve adhesion. ↩
Understand the factors leading to thermal degradation and how to prevent it. ↩
Explore UV protection strategies to extend the lifespan of outdoor PVC wire mesh. ↩
Discover best practices for maintaining equipment cleanliness to prevent defects. ↩
Find out strategies to enhance the impact resistance of PVC wire mesh coatings. ↩
Find out how to prevent adhesion failures that compromise product integrity. ↩
Explore solutions to achieve consistent coating thickness and product reliability. ↩
